Uygulama kapsamı
Şu anda tekstil makinelerinde, küresel rulmanlarda, otomobil kapı menteşelerinde vb. yaygın olarak kullanılmaktadır.
Teknik Tarih
| Performans endeksi | Veri |
| Maksimum Yük Kapasitesi P | 100N/mm² |
| Sürtünme Katsayısı μ | 0.05-0.20 |
| Çalışma Sıcaklığı | 40°C~280°C |
| Hız sınırı V | 1,0 m/sn |
Teknik destek
Rulman Seçimi
HZ burç, farklı çalışma koşullarına göre rulman malzemesi çeşitleri geliştirmiştir; kullanıcı, rulman çalışma ortamı, yük, hız, aşınma, direnç talebi, taşıma yöntemi, kurulum, malzemenin maliyeti vb. temel alınarak malzeme tabanını seçebilir.
Rulman Yükü
Silindirik burçlar, flanşlı burçlar / Baskı Pulu

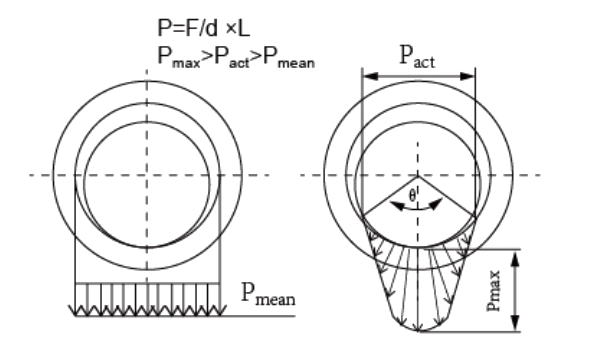
Boşluk faktörü olarak burçların pahı, yağ kanalı vb. Gerçek yük (Pakt), hesaplama teorisinden (Portalama) daha yüksektir.
Hız
Dönen hareket / Salınımlı hareket / İleri geri hareket

PV=PXV (N/mm2xm/s)
PV, spesifik yatak yükü p ile çok önemli tasarım verileri olan kayma hızının V çarpımıdır. Daha düşük PV değeri tasarımının daha uzun hizmet ömrüne yol açmasını öneririz. Ayrıca maksimum değeri aşmayın. malzeme yükü, hız, sıcaklık. Ve mümkünse daha düşük.
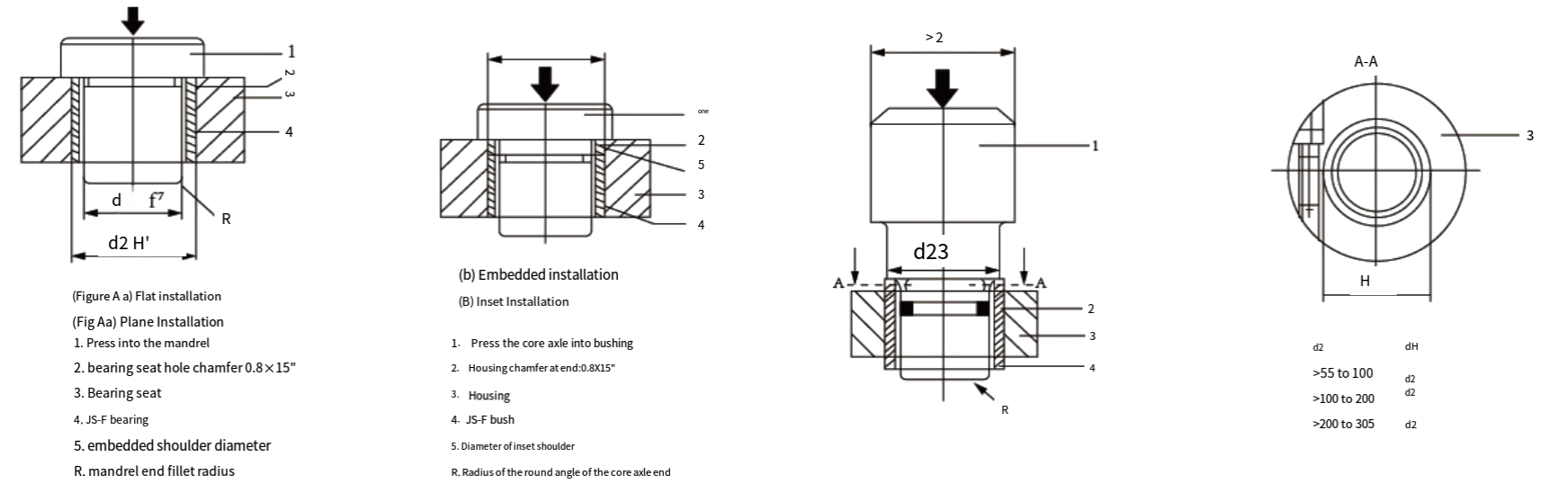
Kayar Burç ve Muhafazanın Montajı
HZ burçları gazyağı veya motorin ile temizlenmeli, motor yağına daldırılmalı ve kurutulmalıdır. Burç mahfazaya monte edildiğinde, burcun mahfaza içinde dönmediğinden veya eksenel yönde hareket etmediğinden emin olun ve aynı zamanda dış yüzey yüzeyinin taban deliğine tamamen temas etmesini sağlayın, genellikle temas alanını %7o'nun üzerinde garanti edin, böylece yük kapasitesini ve sürtünme ısısının iletimini iyileştirin. HZ burcunun iç yüzeyi kendinden yağlamalı plastikten yapılmıştır, dış yüzeyi çelik destektir, Çeliğin çeliğe sürtünme katsayısı çeliğin plastiğe sürtünme katsayısından daha büyüktür, Bu nedenle hafif dereceli sıkı geçmeyi seçmeliyiz, çalışırken aks manşonunun tabanda hareket etmesini önlemeliyiz ve ayrıca dış çapın büyük sıkı uyumu nedeniyle iç deliklerin deforme olmasını ve çok büyük olmasını önlemeliyiz.
Yüksek basınçlı çalışma koşullarında aks manşonunun dış dairesinden kaçınılmalıdır. Burada iki yöntem önerilir:
1. Aks manşonunun dış çapını artırın ve iç deliklerin deformasyonu, kalibrasyon göbek çubuğu ile kalibre edilebilir.
2. Takarken, aks manşonu ile taban deliği arasındaki kombinasyon gücünü güçlendirmek için mahfazaya ZY 801 Oksijen nefreti tutkalı uygulayın.
Burç için (dış çap<55 mm), saplı bir göbek mili kullanarak burcu yavaşça ve dikkatlice muhafazanın içine bastırın. Şekil A.
Burç için (dış çap>55 mm), omuzlu bir tutamak, bir “O” halkası ve bir yardımcı daire kullanarak burcu yavaşça ve dikkatli bir şekilde muhafazanın içine bastırın.Şekil B.









 kendinden yağlamalı rulman")
 kendinden yağlamalı rulman")